

Processen med fortyndet hydrogenperoxidenhed vedtager den komplette procesteknologi af antraquinonproces med fast leje. mens koncentrationsenheden bruger faldende film-fordampningsteknologi.
Genanvendelsesmekanisme
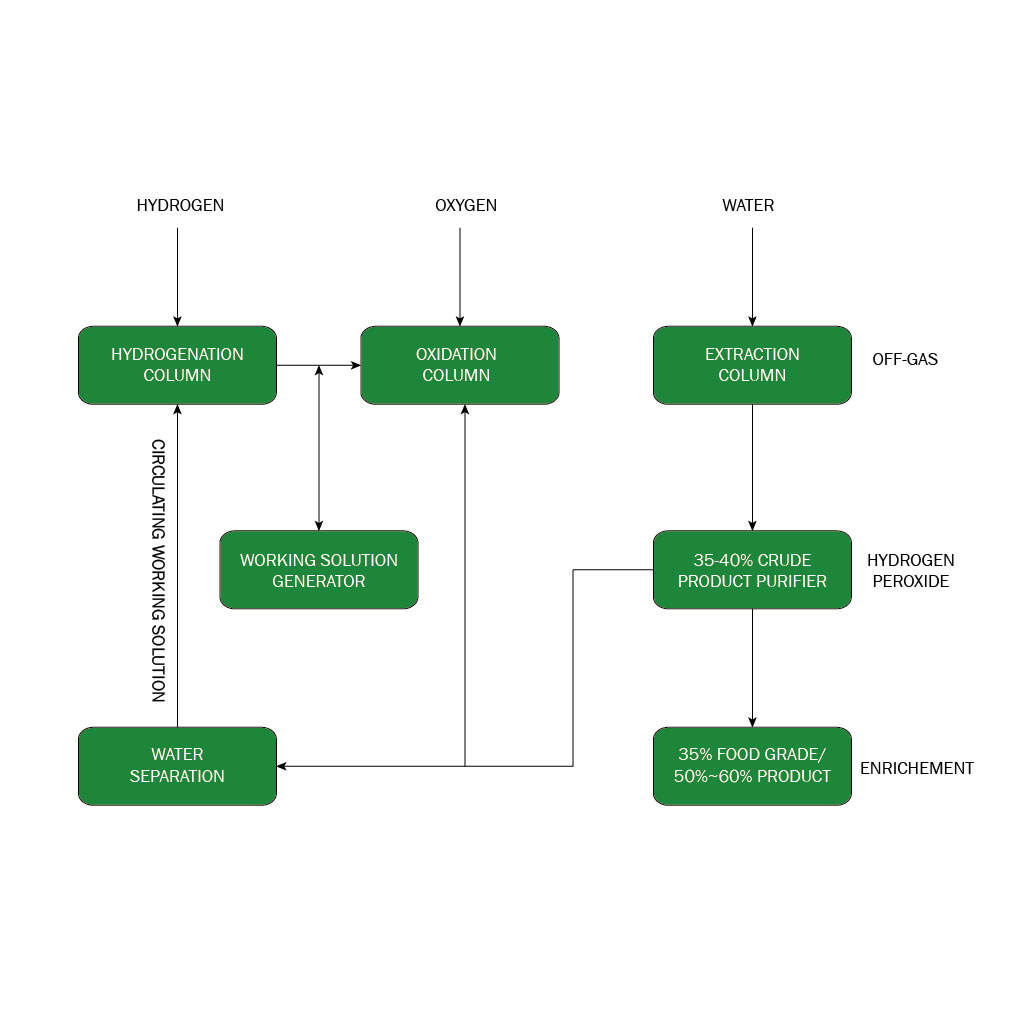
Anthraquinon og solventgenanvendelse : Anthraquinon fungerer som en vandstoffører, og solvenssystemet (f.eks. tunge aromater + trioctyl fosfat) udgør mediumet. Begge genoprettes og genbruges efter vandstofning, oxidation og ekstraktion, hvor kun vandstof (H₂) og syrgen (O₂) forbruges.
Lukket system : Materialeudnyttelse overstiger 95%, hvilket reducerer råmaterialekoster betydeligt.
Flertydigt Samarbejdsprocess
Hydrogenering-Oxidation-Extraktion-Renning : En veldefineret fire-trins proces med milde driftsbetingelser, der gør præcise kontrol mulig.
Kontinuert produktion : Egnet til stor-skala industrialisering, med kapacitet der kan nå flere ti-tusind tons årligt.
Kritisk Materialeafhængighed
Katalysatorer : Palladium (Pd) eller nickel (Ni) katalysatorer er centrale for reaktions-effektiviteten og omkostningerne.
Solvsystem : Kræver egenskaber såsom anthraquinon-løselighed, H₂O₂-stabilitet og oxidationstilstand (traditionelle solventer omfatter aromatiske kulvandstoffer + fosfatester).
Sikkerheds- og miljøudfordringer
Risikostyring : Undgår høj temperatur, metalionforurening (som katalyserer H₂O₂ nedbrydning) og kræver behandling af affaldsvand med spore af H₂O₂.
Løsningsgenopretning : Minimerer VOC-udslip ved distillations- og adsorptionsanlæg.
Kernefordele
Høj Effektivitet og Kosteffektivitet
Lavt energiforbrug : Milde reaktionsforhold (50–80°C, 0,2–0,3 MPa), langt mere effektive end den høje energiforbrug ved elektrolyse.
Høj konverteringsrate : Anthrakvinon-recycling og effektiv brug af hydrogen reducerer samlede omkostninger til 1/3–1/2 af traditionelle metoder.
Produktets renehed og stabilitet
Høj-rene H₂O₂ : Flertrinsudtrækning og ion-vekslingsresinrense sikrer minimale forurenstillinger (metalloner, organiske stoffer).
Stabiliseringsadditive : Fosforicsyre- eller stannatadditive hindrer nedbrydning af H₂O₂, hvilket forlænger hyldelevetiden.
Skalering og Modenhed
Industrielt Modne : Over 95% af verdens produktion af H₂O₂ anvender anthraquinonprocessen med standardiseret teknologi og udstyr.
Fleksibilitet : Justeringer af solventforhold og katalysatorindlæg gør det muligt at tilpasse sig til forskellige produktionsbehov.
Miljøvenlighed
Lav forurening : Solventgenstandtagning reducerer VOC-udslip; spildevand behandles via katalytisk nedbrydning.
Ressourcecirkularitet : Kun H₂ og O₂ forbruges, hvilket svarer til grønne kemiske principper.
| Vare | Index | |||||
| 27,5 % | 35% | 50% | 60 % | 70% | ||
| Overordnet klasse | Forarbejdet | |||||
| Hk renhed (vægt%) | 27.5 | 27.5 | 35.0 | 50.0 | 0.025 | 70 |
| Fri syre (efter H2SO4) (wt%) | 0.040 | 0.050 | 0.040 | 0.040 | 0.040 | 0.040 |
| Ikke-flygtige stoffer (vægt%) | 0.08 | 0.10 | 0.08 | 0.08 | 0.06 | 0.06 |
| Stabilitet (%) | 97.0 | 90.0 | 97.0 | 97.0 | 97.0 | 97.0 |
| Total kulstof (som pr. c) (vægt%) | 0.030 | 0.040 | 0.025 | 0.035 | 0.045 | 0.050 |
| Nitrater (i form af NO3) (tm%) | 0.020 | 0.020 | 0.020 | 0.025 | 0.028 | 0.035 |
| Bemærk: total kulstof og nitrat er ikke-obligatoriske krav, mens andre elementer er obligatoriske | ||||||
Vandstofferoxidlæg

MIBK ( Metyl Isobuty Ketone ) Anlæg

Kloracedsyrfabrik

Trioxan Anlæg