Liens rapides


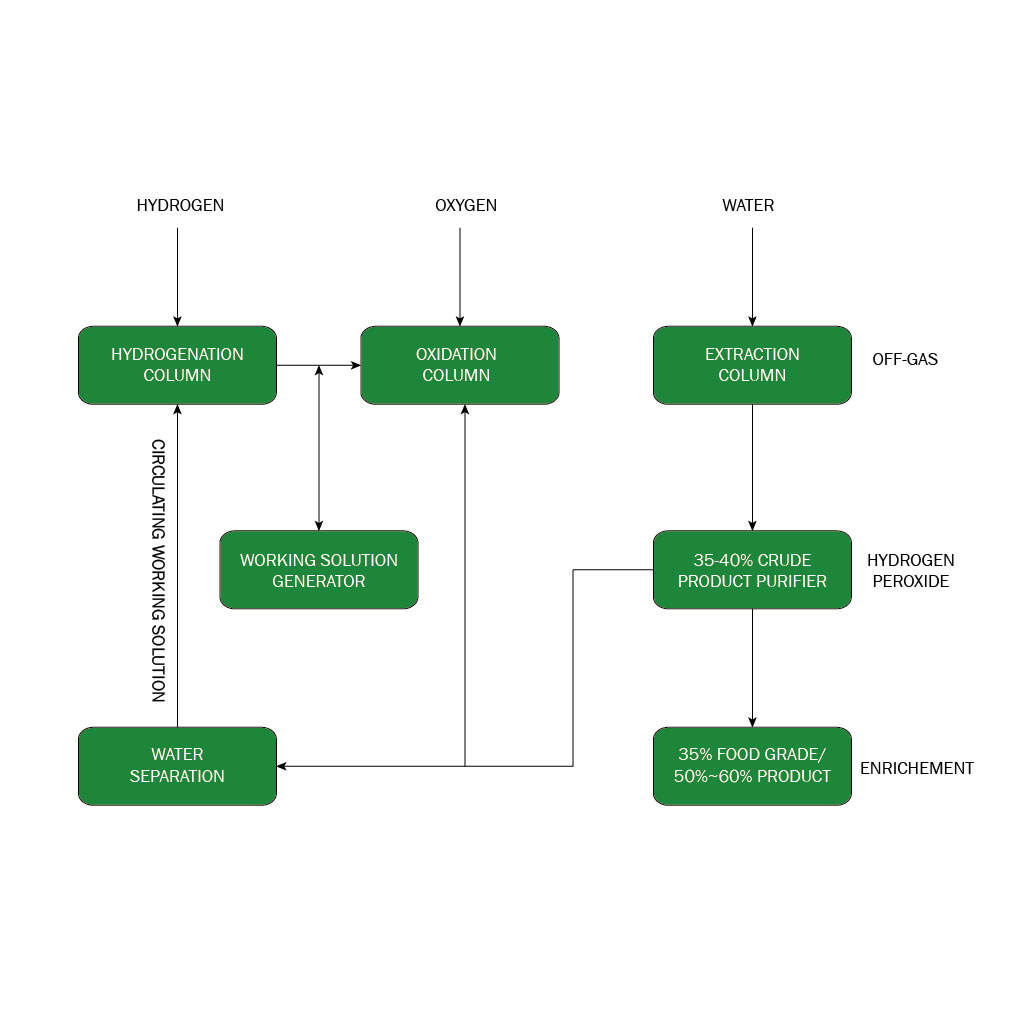
Le procédé d'unité de peroxyde d'hydrogène dilué adopte la technologie complète du procédé à lit fixe anthraquinone. Tandis que l'unité de concentration utilise la technologie d'évaporation à film descendant.
Mécanisme de recyclage
Récupération de l'anthraquinone et du solvant : L'anthraquinone agit comme vecteur d'hydrogène, et le système solvant (par ex., aromatiques lourds + phosphate de trioctyle) sert de milieu. Les deux sont régénérés et réutilisés après hydrogénation, oxydation et extraction, seuls l'hydrogène (H₂) et l'oxygène (O₂) étant consommés.
Système en boucle fermée : L'utilisation des matériaux dépasse 95 %, réduisant considérablement les coûts des matières premières.
Processus collaboratif en plusieurs étapes
Hydrogénation-Oxydation-Extraction-Purification : Un processus en quatre étapes bien défini avec des conditions opératoires douces, permettant un contrôle précis.
Production continue : Adapté pour une industrialisation à grande échelle, avec une capacité atteignant des dizaines de milliers de tonnes par an.
Dépendance aux matériaux critiques
Catalyseurs : Les catalyseurs au palladium (Pd) ou au nickel (Ni) sont centraux pour l'efficacité de la réaction et le coût.
Système solvant : Nécessite des propriétés telles que la solubilité de l'anthraquinone, la stabilité du H₂O₂ et la résistance à l'oxydation (les solvants traditionnels incluent les hydrocarbures aromatiques + esters de phosphate).
Défis liés à la sécurité et à l'environnement
Contrôle des risques : Évite les hautes températures, la contamination par les ions métalliques (qui catalysent la décomposition de l'H₂O₂) et nécessite un traitement des eaux usées contenant des traces d'H₂O₂.
Récupération des solvants : Minimise les émissions de CVO grâce à des systèmes de distillation et d'adsorption.
Avantages principaux
Haute efficacité et rentabilité
Faible consommation d'énergie : Conditions de réaction douces (50–80°C, 0,2–0,3 MPa), bien plus efficaces que les hauts besoins en énergie de l'électrolyse.
Taux de conversion élevé : Le recyclage de l'anthraquinone et une utilisation efficace de l'hydrogène réduisent les coûts globaux à 1/3–1/2 des méthodes traditionnelles.
Pureté et stabilité du produit
Peroxide d'hydrogène de haute pureté : L'extraction multistage et la purification par résine d'échange ionique garantissent un minimum d’impuretés (ions métalliques, organiques).
Additifs stabilisateurs : Les additifs d'acide phosphorique ou de stannate inhibent la décomposition de l'H₂O₂, prolongeant ainsi sa durée de conservation.
Évolutivité et Maturité
Maturité Industrielle : Plus de 95 % de la production mondiale d'H₂O₂ utilise le procédé anthraquinone, avec une technologie et des équipements standardisés.
Flexibilité : Les ajustements des rapports de solvants et du chargement catalytique permettent d'adapter les besoins de production variés.
La protection de l'environnement
Faible Pollution : La récupération de solvants réduit les émissions de CVO ; les eaux usées sont traitées par décomposition catalytique.
Circularité des Ressources : Seuls l'H₂ et l'O₂ sont consommés, conformément aux principes de la chimie verte.
| Article | Index | |||||
| 27,5% | 35% | 50% | 60% | 70% | ||
| Superieur | Conforme | |||||
| Pureté HP (en poids %) | 27.5 | 27.5 | 35.0 | 50.0 | 0.025 | 70 |
| Acide libre (par H2SO4) (en poids en pourcentage) | 0.040 | 0.050 | 0.040 | 0.040 | 0.040 | 0.040 |
| Matière non volatile (en poids %) | 0.08 | 0.10 | 0.08 | 0.08 | 0.06 | 0.06 |
| Stabilité (%) | 97.0 | 90.0 | 97.0 | 97.0 | 97.0 | 97.0 |
| Carbone total (selon C) (en poids %) | 0.030 | 0.040 | 0.025 | 0.035 | 0.045 | 0.050 |
| Nitrate (par NO3) (en poids en pourcentage) | 0.020 | 0.020 | 0.020 | 0.025 | 0.028 | 0.035 |
| Note : Le carbone total et les nitrates sont des exigences non obligatoires, tandis que les autres éléments sont obligatoires. | ||||||
Usine de Peroxyde d'Hydrogène

Usine de MIBK (Méthyle isobutyl céton)

Usine d'acide chloroacétique

Usine de trioxane