

The process of diluted hydrogen peroxide unit adopts the complete process technology of fixed bed anthraquinone process. While the concentration unit uses falling film evaporation technology.
Recycling Mechanism
Anthraquinone and Solvent Recycling: Anthraquinone acts as a hydrogen carrier, and the solvent system (e.g., heavy aromatics + trioctyl phosphate) serves as the medium. Both are regenerated and reused after hydrogenation, oxidation, and extraction, with only hydrogen (H₂) and oxygen (O₂) consumed.
Closed-Loop System: Material utilization exceeds 95%, significantly reducing raw material costs.
Multi-Step Collaborative Process
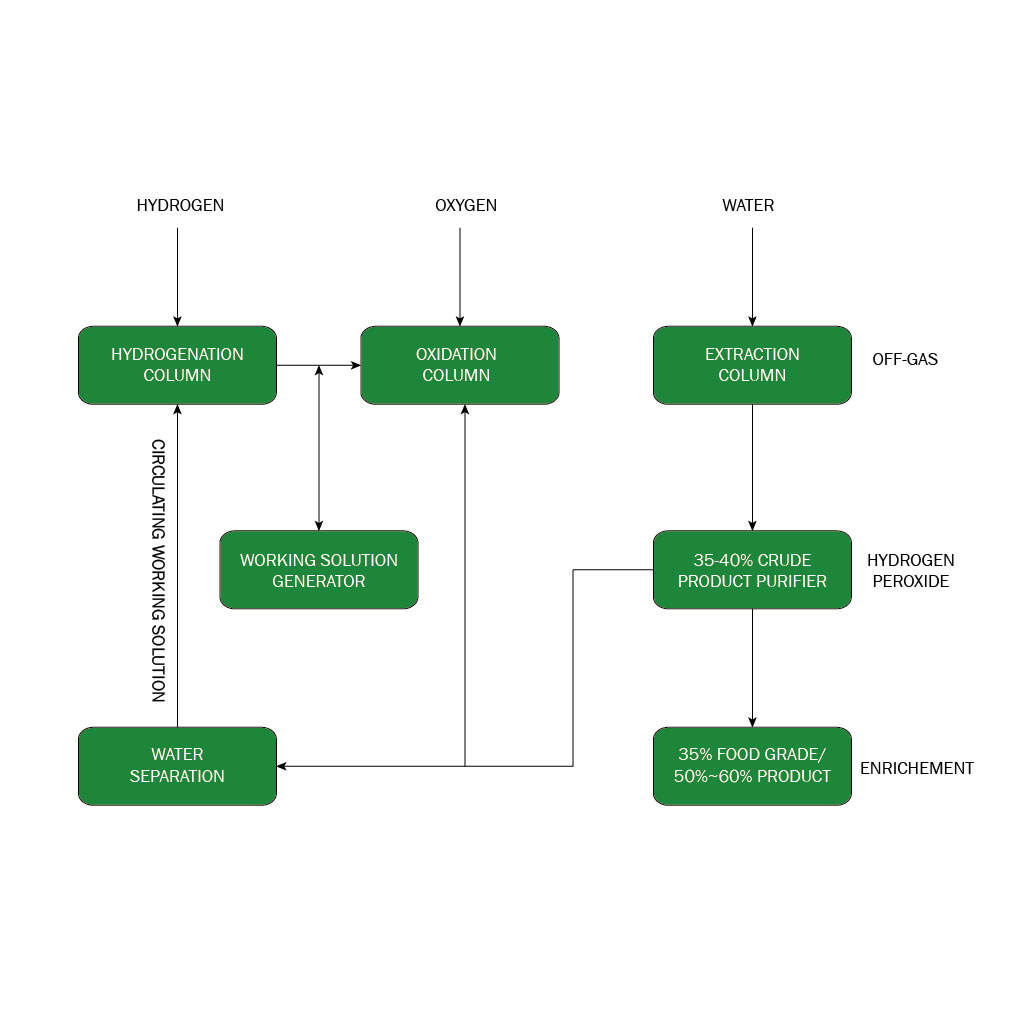
Hydrogenation-Oxidation-Extraction-Purification: A well-defined four-step process with mild operating conditions, enabling precise control.
Continuous Production: Suitable for large-scale industrialization, with capacity reaching tens of thousands of tons annually.
Critical Material Dependence
Catalysts: Palladium (Pd) or nickel (Ni) catalysts are central to reaction efficiency and cost.
Solvent System: Requires properties such as anthraquinone solubility, H₂O₂ stability, and oxidation resistance (traditional solvents include aromatic hydrocarbons + phosphate esters).
Safety and Environmental Challenges
Risk Control: Avoids high temperatures, metal ion contamination (which catalyzes H₂O₂ decomposition), and requires treatment of wastewater containing trace H₂O₂.
Solvent Recovery: Minimizes VOC emissions through distillation and adsorption systems.
Core Advantages
High Efficiency and Cost-Effectiveness
Low Energy Consumption: Mild reaction conditions (50–80°C, 0.2–0.3 MPa), far more efficient than the high energy demands of electrolysis.
High Conversion Rate: Anthraquinone recycling and efficient hydrogen utilization reduce overall costs to 1/3–1/2 of traditional methods.
Product Purity and Stability
High-Purity H₂O₂: Multi-stage extraction and ion-exchange resin purification ensure minimal impurities (metal ions, organics).
Stabilizer Additives: Phosphoric acid or stannate additives inhibit H₂O₂ decomposition, extending shelf life.
Scalability and Maturity
Industrial Maturity: Over 95% of global H₂O₂ production uses the anthraquinone process, with standardized technology and equipment.
Flexibility: Adjustments to solvent ratios and catalyst loading enable adaptation to varying production needs.
Environmental Friendliness
Low Pollution: Solvent recovery reduces VOC emissions; wastewater is treated via catalytic decomposition.
Resource Circularity: Only H₂ and O₂ are consumed, aligning with green chemistry principles.
| Item | Index | |||||
| 27.5% | 35% | 50% | 60% | 70% | ||
| Superior grade | Conformed grade | |||||
| HP purity (wt%) | 27.5 | 27.5 | 35.0 | 50.0 | 0.025 | 70 |
| Free acid (as per H₂SO₄) (wt%) | 0.040 | 0.050 | 0.040 | 0.040 | 0.040 | 0.040 |
| Non-volatile matter (wt%) | 0.08 | 0.10 | 0.08 | 0.08 | 0.06 | 0.06 |
| Stability (%) | 97.0 | 90.0 | 97.0 | 97.0 | 97.0 | 97.0 |
| Total carbon (as per C) (wt%) | 0.030 | 0.040 | 0.025 | 0.035 | 0.045 | 0.050 |
| Nitrate (as per NO₃ ) (wt%) | 0.020 | 0.020 | 0.020 | 0.025 | 0.028 | 0.035 |
| Note: Total carbon and nitrate are non-obligatory requirements, while other items are obligatory | ||||||
Hydrogen Peroxide Plant

Chloroacetic Acid Plant

Trioxane Plant

MIBK ( Methyl Isobuty Ketone ) Plant