

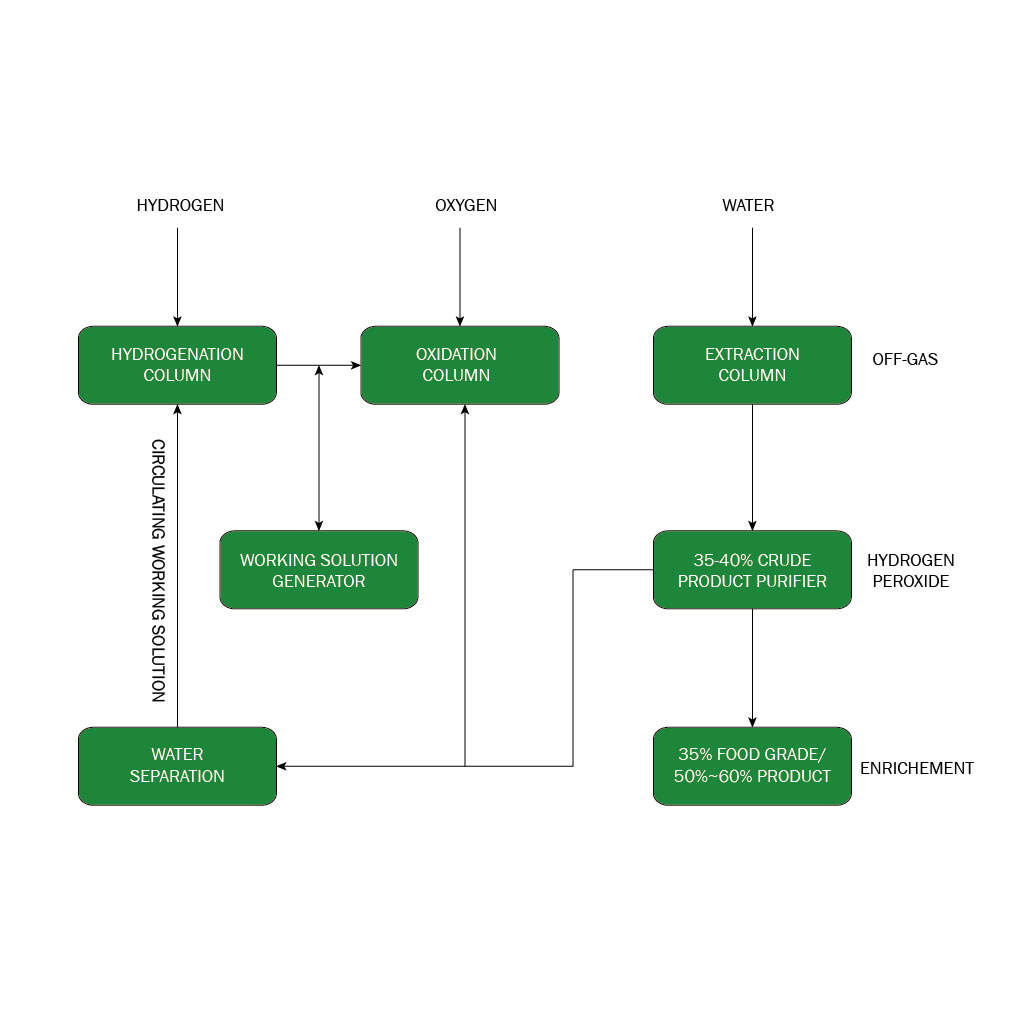
O processo da unidade de peróxido de hidrogênio diluído adota a tecnologia de processo completa do leito fixo de antraquinona. Enquanto a unidade de concentração utiliza a tecnologia de evaporação por filme descendente.
Mecanismo de Reciclagem
Reciclagem de Antraquinona e Solvente : A antraquinona atua como transportadora de hidrogênio, e o sistema de solvente (por exemplo, aromáticos pesados + fosfato de trioctil) serve como meio. Ambos são regenerados e reutilizados após a hidrogenação, oxidação e extração, com apenas hidrogênio (H₂) e oxigênio (O₂) sendo consumidos.
Sistema de Ciclo Fechado : A utilização de materiais excede 95%, reduzindo significativamente os custos de matéria-prima.
Processo Colaborativo em Múltiplas Etapas
Hidrogenação-Oxidação-Extração-Purificação : Um processo de quatro etapas bem definido com condições operacionais suaves, permitindo controle preciso.
Produção contínua : Adequado para industrialização em larga escala, com capacidade alcançando dezenas de milhares de toneladas anualmente.
Dependência de Material Crítico
Catalisadores : Catalisadores de paládio (Pd) ou níquel (Ni) são centrais para a eficiência da reação e o custo.
Sistema Solvente : Requer propriedades como solubilidade de antraquinona, estabilidade de H₂O₂ e resistência à oxidação (solventes tradicionais incluem hidrocarbonetos aromáticos + ésteres de fosfato).
Desafios de Segurança e Meio Ambiente
Controle de riscos : Evita altas temperaturas, contaminação por íons metálicos (que catalisam a decomposição de H₂O₂) e exige tratamento de águas residuais contendo traços de H₂O₂.
Recuperação de solventes : Minimiza as emissões de VOC através de sistemas de destilação e adsorção.
Principais Vantagens
Alta Eficiência e Custo-Benefício
Baixo consumo de energia : Condições de reação suaves (50–80°C, 0,2–0,3 MPa), muito mais eficiente do que os altos requisitos energéticos da eletrolise.
Alta Taxa de Conversão : Reciclagem de antraquinona e utilização eficiente de hidrogênio reduzem os custos totais para 1/3–1/2 dos métodos tradicionais.
Pureza e Estabilidade do Produto
H₂O₂ de Alta Pureza : Extração multietapa e purificação com resina de troca iônica garantem impurezas mínimas (íons metálicos, orgânicos).
Aditivos Estabilizadores : Aditivos de ácido fosfórico ou estanatos inibem a decomposição do H₂O₂, prolongando o prazo de validade.
Escalabilidade e Maturidade
Maturidade Industrial : Mais de 95% da produção global de H₂O₂ utiliza o processo de antraquinona, com tecnologia e equipamentos padronizados.
Flexibilidade : Ajustes nas razões de solvente e na carga de catalisador permitem adaptação às necessidades de produção variadas.
Amizade com o ambiente
Baixa Poluição : A recuperação de solventes reduz as emissões de VOC; as águas residuais são tratadas por decomposição catalítica.
Circularidade de Recursos : Apenas H₂ e O₂ são consumidos, alinhando-se com os princípios da química verde.
| Item | Índice | |||||
| 27,5% | 35% | 50% | 60% | 70% | ||
| Superior | Conforme | |||||
| Pureza HP (wt%) | 27.5 | 27.5 | 35.0 | 50.0 | 0.025 | 70 |
| Ácido livre (por H2SO4) (wt%) | 0.040 | 0.050 | 0.040 | 0.040 | 0.040 | 0.040 |
| Matéria não volátil (wt%) | 0.08 | 0.10 | 0.08 | 0.08 | 0.06 | 0.06 |
| Estabilidade (%) | 97.0 | 90.0 | 97.0 | 97.0 | 97.0 | 97.0 |
| Carbono total (conforme C) (wt%) | 0.030 | 0.040 | 0.025 | 0.035 | 0.045 | 0.050 |
| Nitrato (por NO3) (wt%) | 0.020 | 0.020 | 0.020 | 0.025 | 0.028 | 0.035 |
| Nota: Carbono total e nitrato são requisitos não obrigatórios, enquanto os outros itens são obrigatórios | ||||||
Planta de Peroxido de Hidrogênio

Planta de MIBK (Metyl Isobutyl Ketone)

Planta de Ácido Cloroacético

Fábrica de Trioxano