Γρήγοροι Σύνδεσμοι

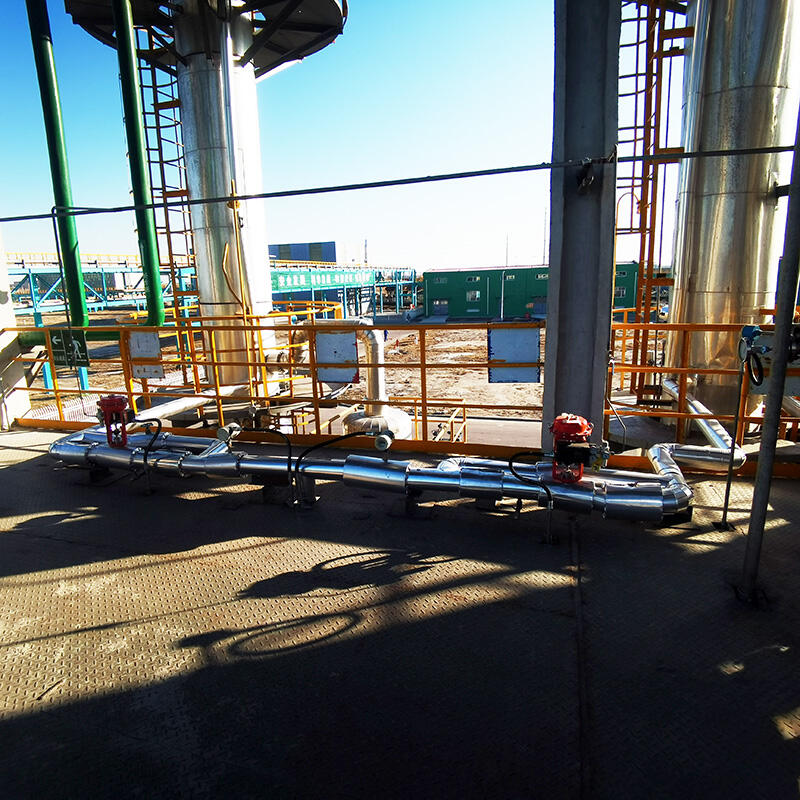
Ως διακεκριμένος προμηθευτής χημικών εγκαταστάσεων, η Changzhou Sanli Tech International Trade Co., Ltd. παρέχει πλήρως ενσωματωμένες μονάδες παραγωγής που συνδυάζουν ιδιόκτητη τεχνολογία διαδικασίας με ολοκληρωμένες μηχανικές υπηρεσίες. Ο ρόλος μας ως προμηθευτή εκτείνεται πολύ πέρα από την παροχή εξοπλισμού· προσφέρουμε ολοκληρωμένες λύσεις παραγωγής για μια ευρεία γκάμα βασικών χημικών βιομηχανιών. Για παράδειγμα, κατά την προμήθεια μιας Μονάδας Φορμαλδεΰδης (με τη μέθοδο Fe-Molybdenum), διαχειριζόμαστε κάθε στάδιο — από τον αρχικό σχεδιασμό της διαδικασίας και την κατασκευή του εξοπλισμού μέχρι την τελική εκκίνηση και θέση σε λειτουργία. Η ικανότητα προμήθειάς μας καλύπτει ολόκληρη τη Βιομηχανία Μεθανόλης (C1), συμπεριλαμβανομένων ειδικών μονάδων για POM (Πολυφορμαλδεΰδη), Τριοξάνη και Εξαμίνη, μέσω διαδικασιών υγρής και αέριας φάσης. Αξιοποιούμε τα κέντρα έρευνας και ανάπτυξης μας στο Τιαντζίν, το Τσινγκτάο και το Σανσί, καθώς και τη συνεργασία μας με το Ινστιτούτο Μηχανικής Διαδικασιών της Κινεζικής Ακαδημίας Επιστημών, προκειμένου να διασφαλίσουμε ότι κάθε μονάδα που προμηθεύουμε βρίσκεται στην πρώτη γραμμή της τεχνολογικής εξέλιξης. Το μοντέλο προμήθειάς μας σχεδιάστηκε ως μια ολοκληρωμένη εταιρική σχέση, καλύπτοντας την επικοινωνία και τη διαβούλευση σχετικά με τις λύσεις πριν από την πώληση, την προμήθεια και την εγκατάσταση κατά τη διάρκεια της κατασκευής, καθώς και εκτενή εκπαίδευση προσωπικού μετά την έναρξη λειτουργίας της μονάδας. Με πάνω από 178 ολοκληρωμένα σύνολα χημικής τεχνολογίας που έχουν εγκατασταθεί με επιτυχία, έχουμε καθιερωθεί ως παγκόσμιος προμηθευτής σε κρίσιμες εφαρμογές, υπηρετώντας πελάτες σε εννέα πόλεις με αξιόπιστη και προηγμένη τεχνική υποστήριξη, η οποία διασφαλίζει την ομαλή λειτουργία των μονάδων και προσθέτει σημαντική αξία στις λειτουργίες τους.

03
Dec
27
May

25
Mar