Quick Links

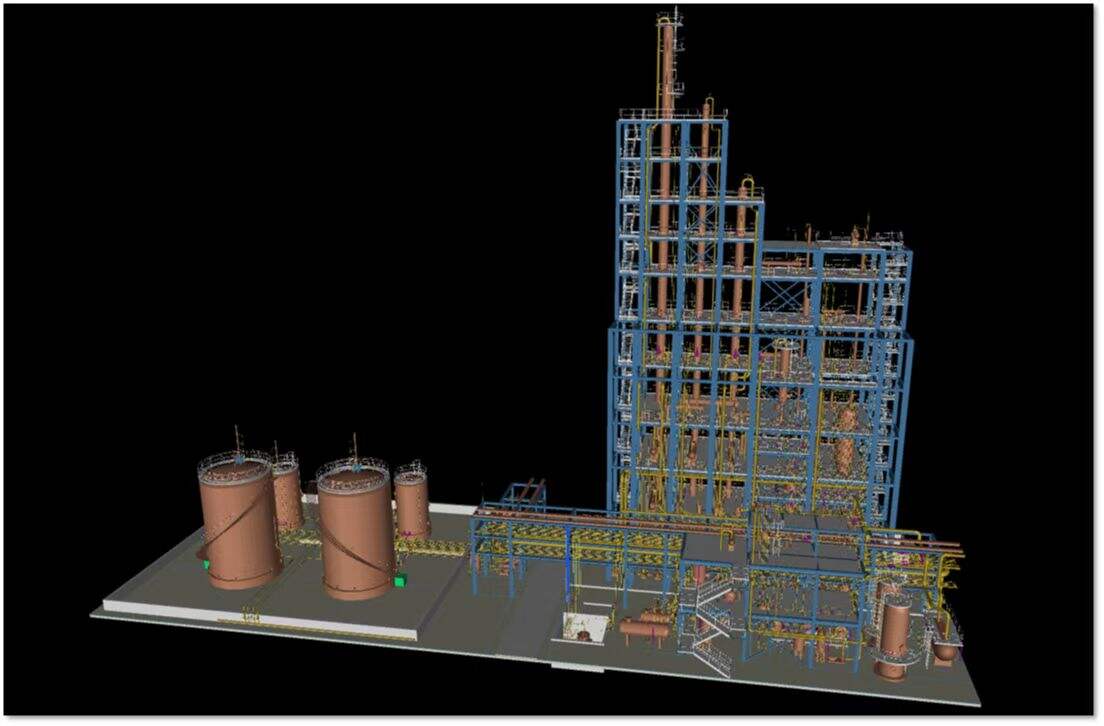
The company specializes in advanced distillation column design, combining theoretical rigor with practical innovation. For binary separations, such as benzene-toluene, rigorous simulations (UNIFAC activity coefficient model) are used to determine minimum reflux ratios (1.2 - 1.5 x Rmin) and optimal feed tray locations. Packed column designs utilize high-performance structured packing (Mellapak 750Y) for mass transfer efficiency (HETP 0.2 - 0.3 m), with liquid redistributors installed every 3 - 5 times the packing height to ensure uniform distribution. For challenging separations (azeotropes, close boilers), pressure-swing distillation or extractive distillation processes are designed, incorporating solvent recovery systems (recycle rates > 95%). Column hydraulics are analyzed using Fluent CFD to prevent issues like weeping, flooding, and channeling, with downcomer area calculated to maintain liquid residence times > 5 seconds. The company also offers retrofitting solutions, such as tray-to-packing conversions to increase capacity by 30 - 50% while improving separation efficiency.

03
Dec
15
Apr
23
May
23
May