Quick Links

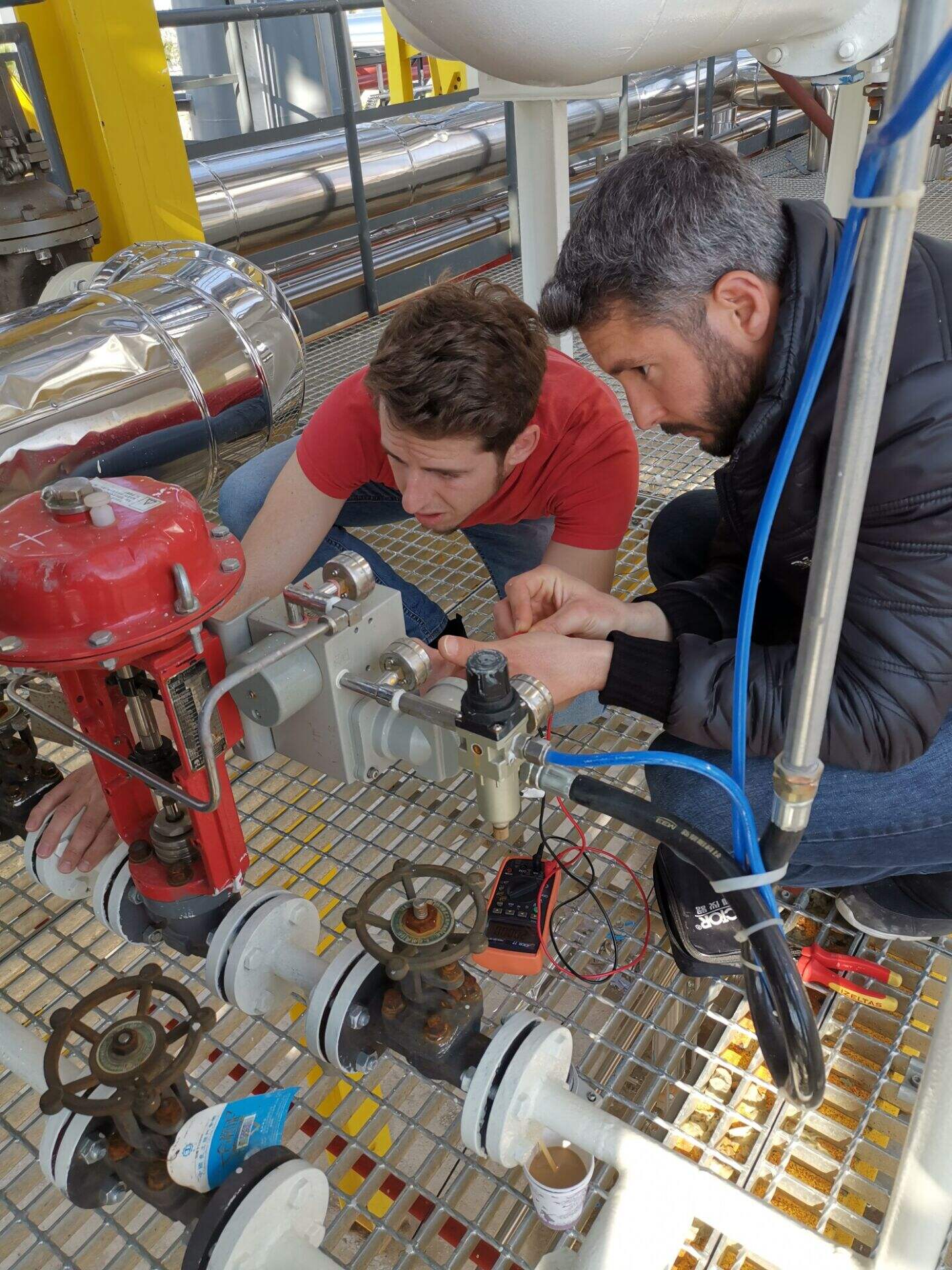
We offer onsite chemical plant operation guidance services to help our clients streamline their processes and comply with safety requirements. We know how complicated it is to produce chemicals and provide recommendations in terms of how the production system should operate, how the equipment should be serviced and what technologies should be located in the domain. With our teams fully equipped with the requisite tools and knowledge, we are able to come up with solutions that increase output with less risk. We provide all ranges of solutions from troubleshooting through process enhancements for your facility to work smoothly within the operations.

28
Nov
03
Dec
15
Apr
23
May