Quick Links
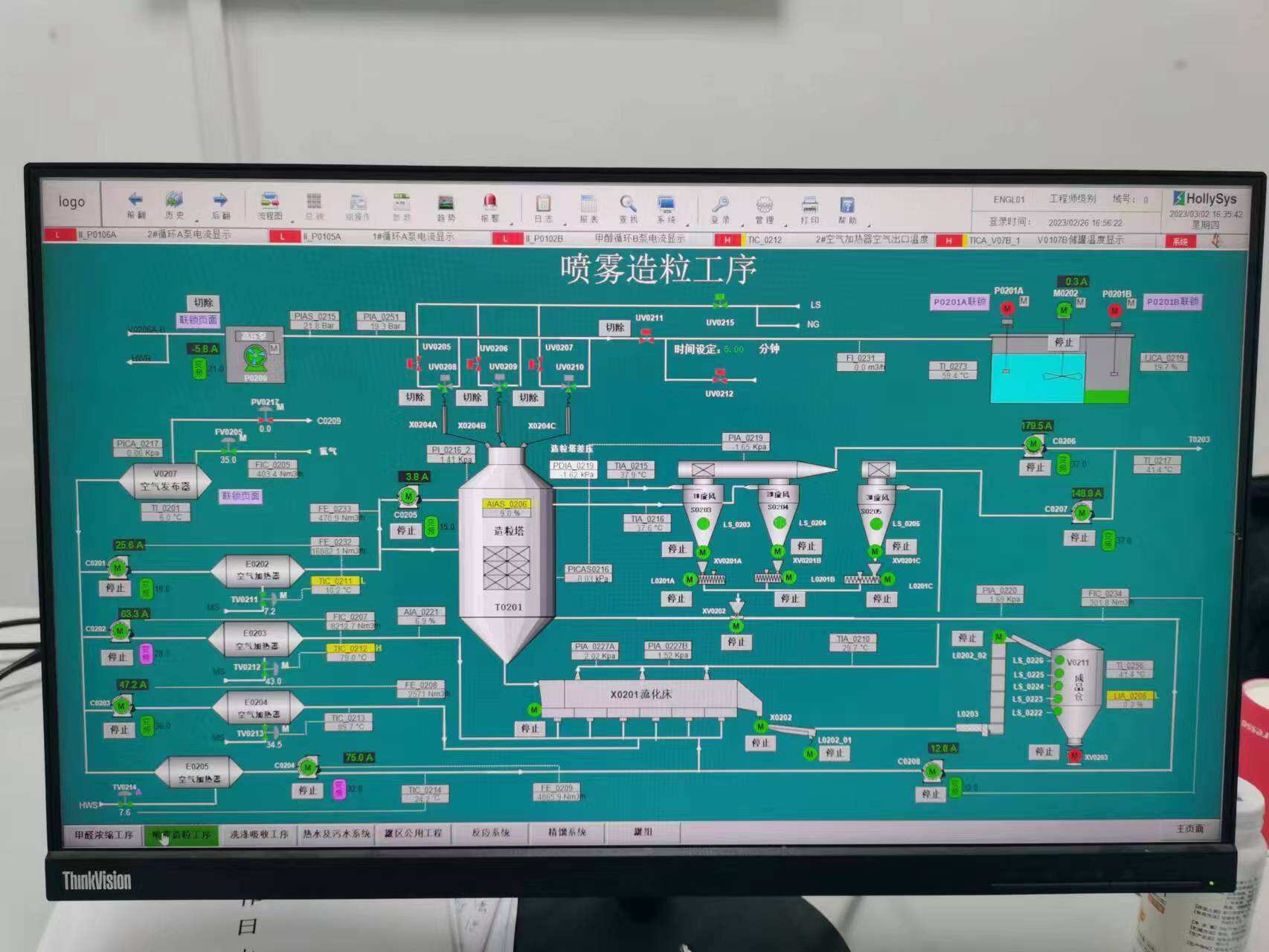
Sanli Tech is involved in the intelligent chemical engineering projects using intelligent systems and advanced engineering practices. Our range of services includes process improvement and optimization as well as the design of new plants including transfer of technologies. With our focus on intelligent systems, we make it possible for our clients to save on their operational expenses, improve safety and contribute to the improvement of the environment. Given our strong commitment to R&D, we continuously observe all the changes in the industry and bring up new solutions that are the most efficient for our clients in chemical engineering.

28
Nov
15
Apr
23
May
23
May