Quick Links

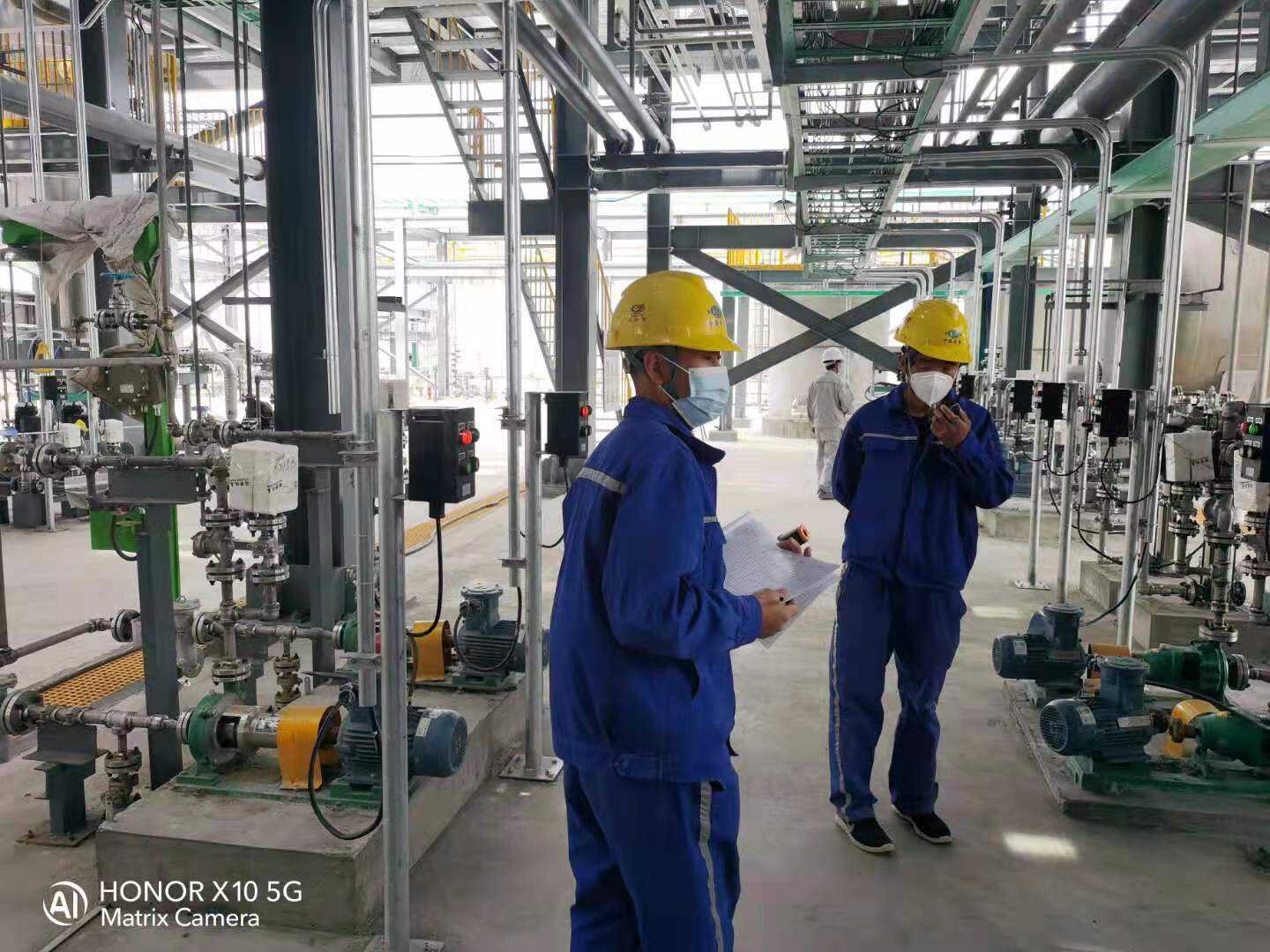
Onsite supervision and guidance is an invaluable asset in the pursuit of efficiency, safety and compliance in the chemical sector. We advocate this practice for Sanli Tech at all levels and during all activities in the entire life cycle of a plant from commissioning to decommissioning. Our qualified experts make sure that every plant achieves high standards and employs modern techniques to make work easy and productive. By seeking quality supervison, we assist in risk reduction and attaining market competitiveness in a carefully constructed framework.

28
Nov
03
Dec
23
May
23
May