দ্রুত লিঙ্ক

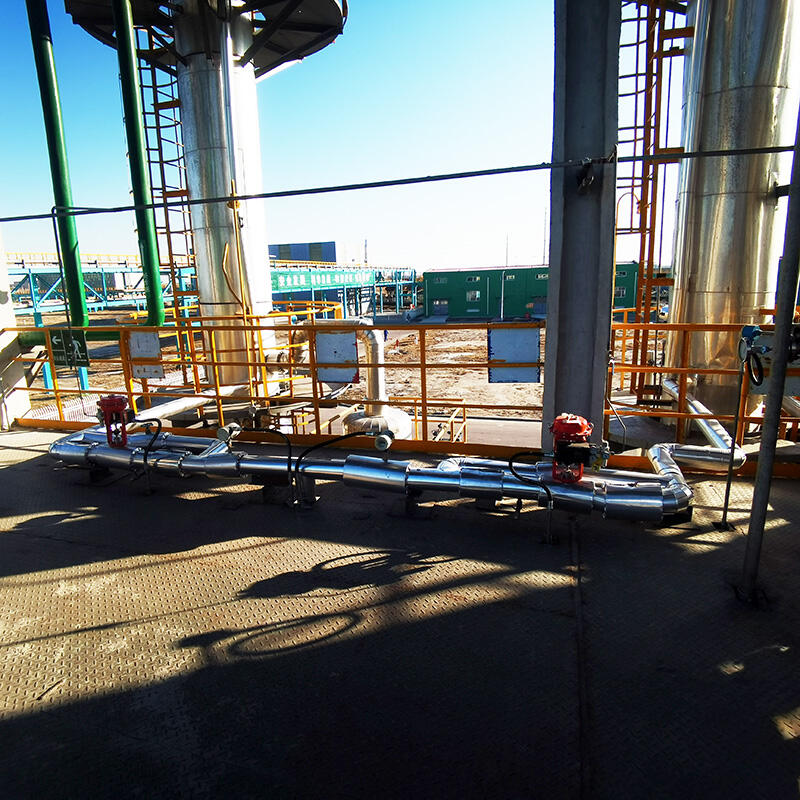
চাংঝৌ সানলি টেক ইন্টারন্যাশনাল ট্রেড কো., লিমিটেড এস্টার সিরিজের জন্য একটি শীর্ষস্থানীয় রাসায়নিক প্লান্ট সরবরাহকারী, যা এমএমএ (মিথাইল মেথাক্রিলেট), আইসো-বিউটাইল অ্যাসিটেট, মিথাইল অ্যাসিটেট এবং ইথাইল অ্যাসিটেটের জন্য সম্পূর্ণ প্লান্ট সরবরাহ করে। এই সুবিধাগুলির সরবরাহ আমাদের এস্টারিফিকেশন রসায়নে বিশেষজ্ঞতা এবং জটিল বিক্রিয়া ও পৃথকীকরণ ব্যবস্থা ডিজাইন ও একীভূত করার ক্ষমতার উপর ভিত্তি করে গড়ে উঠেছে। আইসো-বিউটাইল অ্যাসিটেট প্লান্টের জন্য, আমরা একটি সম্পূর্ণ উৎপাদন ব্যবস্থা সরবরাহ করি যার মধ্যে ফিড প্রস্তুতি ইউনিট, বিক্রিয়া অংশ এবং পরিশোধন ট্রেনগুলি অন্তর্ভুক্ত থাকে—সবগুলিই উচ্চ বিশুদ্ধতা ও উৎপাদন হার অর্জনের জন্য ডিজাইন করা হয়েছে। প্রক্রিয়া প্লান্টের জন্য যান্ত্রিক প্রকৌশলে আমাদের ব্যাপক অভিজ্ঞতা আমাদের সরবরাহকারী হিসেবে ভূমিকা সমর্থন করে, যার ফলে সমস্ত সরঞ্জাম দীর্ঘমেয়াদী বিশ্বস্ততার জন্য ডিজাইন করা হয়। আমরা আমাদের সরবরাহে উন্নত যন্ত্রপাতি ও নিয়ন্ত্রণ ব্যবস্থাও একীভূত করি, যা অপারেটরদের সমালোচনামূলক প্যারামিটারগুলির উপর নিখুঁত নিয়ন্ত্রণ বজায় রাখার জন্য প্রয়োজনীয় সরঞ্জাম প্রদান করে। আমাদের সরবরাহ মডেল সম্পূর্ণ এবং ব্যাপক—যার মধ্যে মৌলিক ও বিস্তারিত প্রকৌশল ডিজাইন, সরঞ্জাম ক্রয়, নির্মাণ ব্যবস্থাপনা এবং চালুকরণ অন্তর্ভুক্ত। আমরা টার্নকি রাসায়নিক প্লান্ট ডেলিভারি সেবাও প্রদান করি, যেখানে ধারণা থেকে সম্পন্ন হওয়া পর্যন্ত পূর্ণ প্রকল্প দায়িত্ব গ্রহণ করা হয়। আমাদের গবেষণা ও উন্নয়ন কেন্দ্র এবং শিক্ষাপ্রতিষ্ঠানগুলির সহযোগিতার মাধ্যমে আমরা ধারাবাহিকভাবে এস্টার প্লান্ট প্রযুক্তি উন্নয়নে নতুন নতুন উদ্ভাবন করছি, যাতে আমাদের গ্রাহকরা সর্বাপেক্ষা উন্নত ও খরচ-কার্যকর সমাধানগুলি পেতে পারেন।

03
Mar
27
May
23
Jul
25
Mar